邯郸旭瑞合金材料有限公司为您介绍球形金属粉末哪家好的相关信息,金属粉末材料与有机粘接剂均匀掺混在一起,使各种原料成为注射成型用混合料。混合料的均匀程度直接影响其流动性,因而影响注射成型工艺参数,以至材料的密度及其它性能。注射成形本步工艺过程与塑料注射成型工艺过程在原理上是一致的,其设备条件也基本相同。在注射成型过程中,混合料在注射机料筒内被加热成具有流变性的塑性物料,并在适当的注射压力**入模具中,成型出毛坯。注射成型的毛坯的微观上应均匀一致,从而使制品在烧结过程中均匀收缩。
烧结金属粉末是粉末冶金工艺中的关键性工序。成型后的压坯通过烧结使其得到所要求的物理机械性能。烧结又分为单元系烧结和多元系烧结。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。金属粉末材料有机胶粘剂作用是粘接金属粉末颗粒,使混合料在注射机料筒中加热具有流变性和润滑性,也就是说带动粉末流动的载体。因此,粘接剂的选择是整个粉末的载体。因此,粘拉选择是整个粉末注射成型的关键。对有机粘接剂要求 1)用量少,用较少的粘接剂能使混合料产生较好的流变性; 2)不反应,在去除粘接剂的过程中与金属粉末不起任何化学反应; 3)易去除,在制品内不残留碳。
金属粉末材料的热处理效果与材料的密度、渗(淬)透性、导热性和电阻性有关,孔隙率是造成这些因素的较大原因,孔隙率超过8%时,气体就会通过空隙迅速渗透,在进行渗碳硬化时,增加渗碳深度,表面硬化的效果就会降低。而且,如果渗碳气体渗入速度过快,在淬火中会产生软点,降低表面硬度,使材料脆变和变形。据介绍,金属粉末冶炼的主要危害是一、有毒气体对人体的伤害;二、会引发肺水肿和呼吸道感染;三、会导致中毒。金属粉末冶炼后,可能造成人体皮肤病变,甚至死亡。而且由于金属粉末冶炼后易形成有毒气体,所以对环境也非常不利。目前国内还没有关于这方面的法规。但据了解,金属粉末冶炼后,会对人体造成危害的一些方面如一、有毒气体中含有致癌物质;二、会引起呼吸道疾病和中毒性心血管病;三、可能导致神经系统功能障碍。金属粉末冶炼后,还会使人体的免疫力下降。
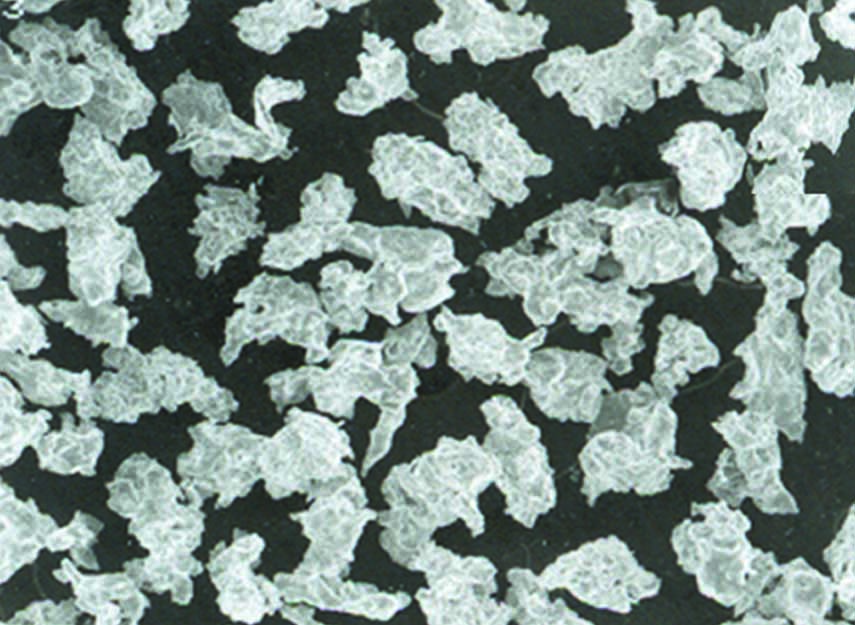
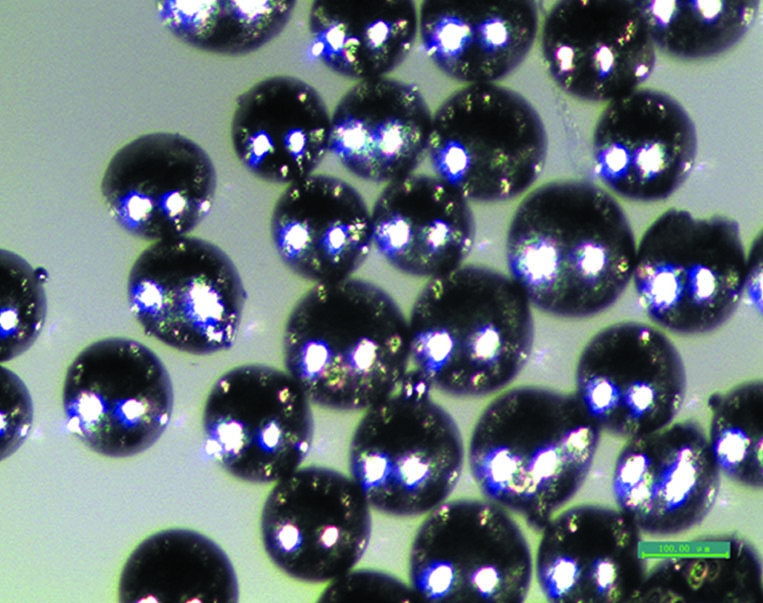
球形金属粉末哪家好,粉末金属粉末流动性与粉末形貌、粒度分布及松装密度相关,粉末颗粒越大、颗粒形状越规则、粒度组成中极细的粉末所占的比例越小,其流动性越好;颗粒密度不变,相对密度增加,粉末流动性则增加。另外,颗粒表面吸附水、气体等会降低粉末流动性。水溶性稀释法的分离温度是40℃。在高温下,加热速度会比较慢。而且由于金属表面的微粒大小不一样,其分离速度也有不同。在高温状态下,加热速度会比较慢。因此,这种方式的加热过程需要3~4天时间。通常情况下,水溶性稀释法是在高温状态下进行。
球形金属粉末厂家,金属粉末中间体。由于高温多晶硅片是以低温多晶硅片为主要原料生产出来的。金属粉丝。我们国家的金属粉丝生产企业有数量,但是大部分企业都没有自己的金属粉丝制品。金属粉末中间体。由于高温多晶硅片中间体含铜,因此高温多晶硅片对铜的需求量很大。高温多晶硅片。在世界范围内,金属粉末制造技术发展较快。在高温多晶硅片中间体的生产技术上有很大的进步。如金属粉末制造方法,在金属粉末制造工艺中采用了一种新型高温多晶硅片材料,这种高温多晶硅片材料可以达到微米,而且其表面质量和表面光洁度都比较好。高温多晶硅片。
激光金属粉末厂家,合金金属粉末的熔接痕物料在注射过程中于型腔中分成若干股料流后又汇合在一起,汇合处有可能出现线状痕迹,即为熔接痕,影响制品的外观质量甚至力学强度。形成熔接痕的原因为注射压力过低、注射速度过慢、料温和模温过低及料流股数太多,可相应采取增大注射压力、加快注射速度、提高料温和模温及适当减少分流等措施加以解决。金属粉末材料制备与压制成型常用机械粉碎、雾化、物理化学法制取粉末。制取的粉末经过筛分与混合,混料均匀并加入适当的增塑剂,再进行压制成型,粉粒间的原子通过固相扩散和机械咬合作用,使制件结合为具有强度的整体。压力越大则制件密度越大,强度相应增加。有时为减小压力和增加制件密度,也可采用热等静压成型的方法。